
搜索信息
你要买什么?

冷链中的RFID:从原材料到成品
May 14, 2026冷链物流是追踪技术面临的最严峻挑战之一。温度波动、湿度、冷凝以及快速处理的需求,都给追踪带来了条形码和人工系统无法可靠应对的挑战。
射频识别(RFID)已成为一种实用的解决方案。与条形码不同,RFID标签无需视线接触。它们可以穿透纸板、塑料,甚至被冷凝水覆盖的表面进行读取。更重要的是,RFID能够对整个冷链中的资产进行实时、自动化的追踪——从原材料抵达生产设施到成品最终交付的整个过程。
您分享的图表清晰地展示了设计完善的RFID系统在食品生产(本质上是一个冷链环境)中的工作原理。接下来,我将逐一讲解关键步骤及其价值。
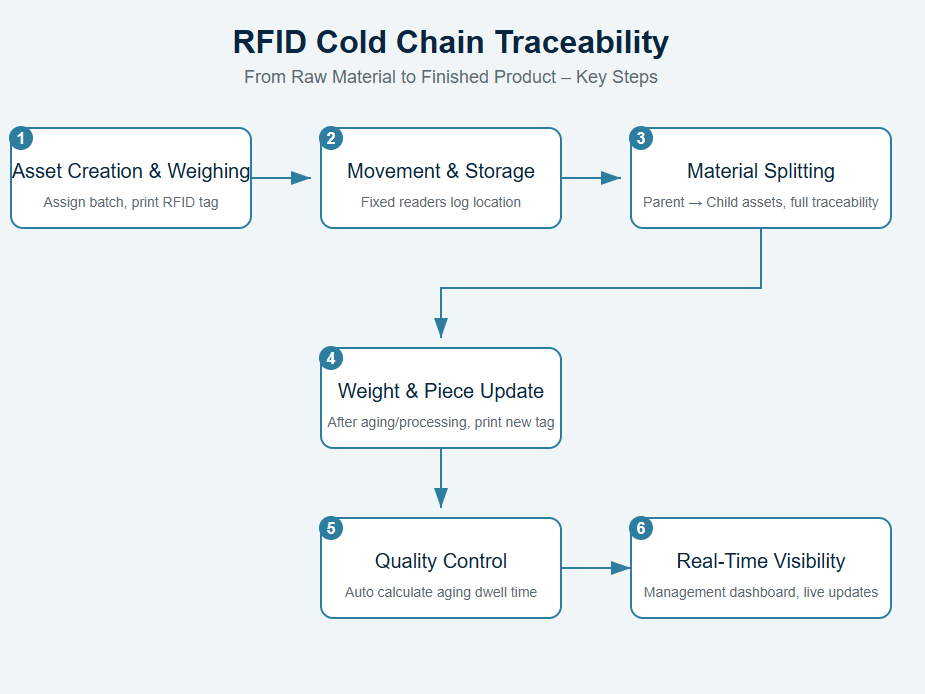
当原材料(例如鲜肉、乳制品或冷冻蔬菜)到达时,会进行称重并分配批号。然后打印一个唯一的RFID标签,并将其贴在容器或托盘上。该标签就成为系统中该资产的数字身份标识。
从那一刻起,每一次移动、每一次温度检测和每一个处理步骤都可以记录在该标签下。从此告别纸质记录和人工数据录入错误。
冷链优势:该标签不仅可以承载ID,还可以承载传感器数据(例如,收货时的温度)。如果原材料到达时的温度高于要求温度,系统可以立即发出警报。
贴上标签后,资产即可在设施内移动——从收货码头到冷库,从冷库到生产线,或在不同的温度区域之间移动(例如,从冷藏室到冷冻室)。安装在入口或门口的固定式RFID读写器会自动记录每次移动。操作人员也可以使用手持式RFID读写器进行手动扫描。
冷链优势:无需开门或暂停操作即可扫描。系统可实时精确掌握每批货物的所在位置。如果托盘在过渡区域(例如装卸货平台)停留时间过长,系统会发出警报,以防止温度超标。
一个大型“母”资产——例如一车生肉——可以拆分成多个“子”资产(例如,不同批次的香肠混合物或不同部位的肉)。RFID系统允许在拆分的同时,保持对原始原材料批次的完整追溯性。
冷链优势:每个子产品都配备独立的RFID标签,系统会记录分拣时间。这确保即使重新包装后,原始批次的温度历史记录也不会丢失。
在许多冷链流程中——尤其是在肉类、奶酪或农产品环节——都会发生重量变化。肉类在熟成过程中会失去水分,奶酪在成熟过程中会减轻重量。经过这些阶段后,需要重新称重并更新数据。然后打印并贴上新的RFID标签,替换旧标签,同时保留完整的历史记录。
冷链优势:该系统可自动计算重量损失百分比,并将其与时间-温度暴露关联起来。这提供了宝贵的质量数据——例如,如果某批产品由于温度高于允许值而老化过快,系统会将其标记出来以便进行检查。
更高级的功能(目前正在分析中,如您图表所示)可以将来自多个批次的原料混合,从而生产新产品——例如,用来自三个不同批次的肉制成的香肠。该系统将确保最终产品可追溯到每个原始原料批次。
冷链优势:在复杂的冷链生产中(例如,即食食品、冷冻披萨、什锦蔬菜包),原料来自不同的供应商和不同的冷链。RFID 技术能够在不减慢生产速度的情况下,实现原料级别的完全可追溯性。
该系统会自动计算每件产品在固化或老化单元中的停留时间。这些数据并非估算值,而是基于实际的出入库记录精确计算得出。质量控制团队可以实时监控。
冷链优势:老化和成熟与时间和温度密切相关。借助RFID技术,不仅可以追踪时间,还可以与同一标签的温度记录进行交叉核对(如果使用带传感器的标签)。这使得质量控制从被动响应转变为主动预防。
最后,管理仪表盘提供持续更新的生产进度和批次位置视图。无需再等待每日或每周报告。如果出现问题——例如托盘卡住、扫描遗漏或温度异常——都能立即显示。
冷链优势:在冷链中,时间就是金钱。实时可视性意味着更快的纠正措施,从而减少浪费,降低风险。
| 特征 | 条形码 | 手动日志 | 射频识别 |
|---|---|---|---|
| 需要视线范围 | 是的 | 不适用 | No |
| 透过冷凝水阅读 | No | 不适用 | 是的 |
| 一次读取多个资产 | No | 不适用 | 是的(多达数百个) |
| 自动数据采集 | No | No | 是的 |
| 可在冰冻温度下工作 | 有限(标签粘合) | 是的(但容易出错) | 是的(有专用粘合剂可用) |
| 实时位置追踪 | No | No | 是的 |
根据实际项目经验(包括我们与食品生产商、物流运营商和冷链仓库的合作经验),以下是一些实用技巧:
选择合适的标签粘合剂——普通粘合剂在-25°C时会变脆。使用冷链级粘合剂或机械固定方式(例如,用扎带将标签固定在托盘上)。
在潮湿环境下使用封装标签——对于肉类加工或冷冻应用,请考虑使用加固标签(例如,我们的 TA 系列 ABS 标签,防护等级为 IP68)。
策略性地布置读卡器——在温度区域转换处(冷库入口/出口、装卸货平台门)安装固定读卡器。这样无需操作员手动扫描即可捕捉移动物体。
与您的ERP/WMS系统集成——RFID数据只有导入您现有的系统才能发挥其最大价值。我们的读取器提供标准API(HTTP/MQTT),可轻松与SAP、Odoo或其他自定义平台集成。
先进行试点——选择一条生产线或一个冷库。给几百件资产贴上标签。衡量搜索时间的减少、库存准确性的提高以及人工数据录入错误的减少情况。然后扩大规模。
冷链运输容不得半点差错。每耽误一小时的物流信息更新,都可能导致货物变质、拒收或违规。RFID技术虽然不能解决所有问题,但它能有效解决资产位置和物流状况追踪的问题。
您图表中描述的系统——包括资产创建、移动跟踪、拆分、重量更新和实时仪表盘——并非纸上谈兵。它目前已在欧洲及其他地区的食品生产设施中投入使用。
如果您正在考虑将RFID技术应用于冷链运营,首先要问自己:不知情的代价是什么?答案将告诉您RFID是否值得应用。
SeeMore IoT 生产 UHF RFID 阅读器、手持设备、天线和冷链标签。如需免费咨询或索取标签样品,请联系我们:info@seemoretek.com。

电话 : +8618682338756
电子邮件 : info@seemoretek.com
Whatsapp : +8618682338756



